Vistas:646 Autor:Editor del sitio Hora de publicación: 2024-06-21 Origen:Sitio

El corte es el proceso de cortar una hoja en tiras o bloques antes de la producción de la bobina.

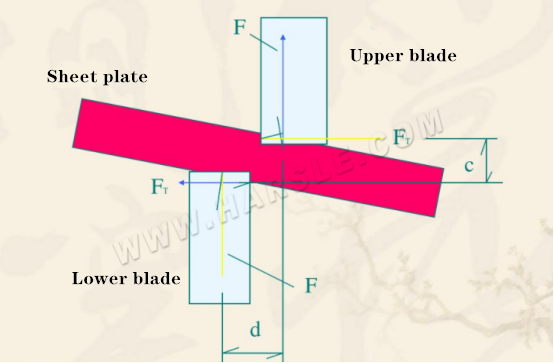
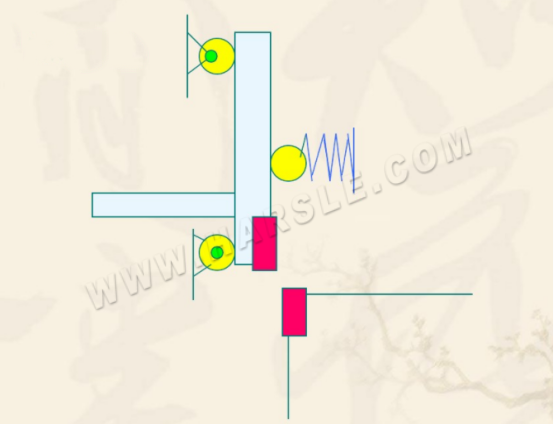
Diagrama esquemático del proceso de corte.
1—hoja superior; 2—hojas; 3—hoja inferior
● Cuando se realiza el corte, las tijeras se fijan, las tijeras superiores se mueven hacia abajo y cuando comienza el corte, la hoja de la tijera superior presiona la hoja y un par de fuerza de corte F y el par correspondiente Fd fuerzan la hoja. La hoja cortada rotará, pero estará sujeta al proceso de rotación. El lado de la tijera bloquea el par de empujes laterales FT y el momento correspondiente FTc en el otro plano de la tijera. La dirección impide la rotación. de la hoja. Cuando comienza el corte, el ángulo de la hoja aumenta con el aumento de la profundidad de la indentación. Y el par FTc también aumenta, por lo que el filo se presiona hasta una cierta profundidad y hay Fd = FTc, luego el corte El material no girará hasta que se corte bajo la fuerza cortante.
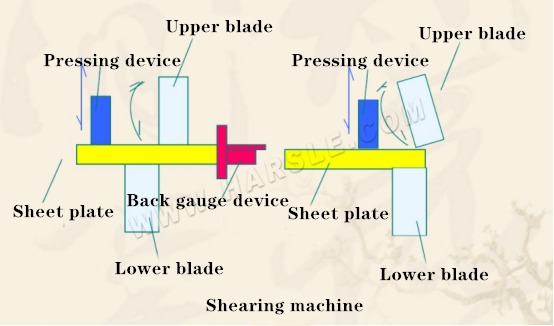
● Este tipo de equipo para cizallar láminas se denomina máquina cizalla.

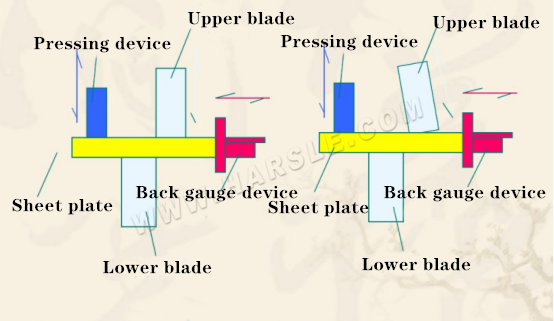
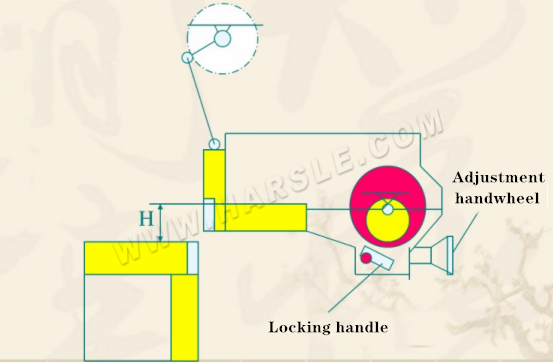
La máquina cizalla ordinaria generalmente consta del fuselaje, sistema de transmisión, portaherramientas, prensador, bloque delantero, bloque trasero, dispositivo de alimentación, dispositivo de ajuste de la separación de las hojas, dispositivo de línea de iluminación, dispositivo de lubricación y control eléctrico. dispositivo, etc. cuyos principales componentes se estructuran de la siguiente manera.

a) Cizalla guillotina b) Cizalla basculante hacia adelante c) 、 d) Cizalla oscilante
1—lámina de metal 2—prensador 3—cuchilla superior 4—dispositivo de tope posterior 5—cuchilla inferior
El fuselaje se compone generalmente de columnas izquierda y derecha, mesas de trabajo, vigas y similares.
El fuselaje se divide en una estructura combinada de fundición y una estructura soldada general.
El fuselaje de la estructura de ensamblaje de fundición utiliza principalmente piezas de fundición y los componentes están conectados entre sí mediante pernos y pasadores.
La estructura de este fuselaje es pesada, la rigidez es pobre y el trabajo de mecanizado de la superficie de la junta también es grande.
En comparación con la estructura de fundición, la estructura soldada en general tiene las ventajas de una calidad de cuerpo más liviana, buena rigidez y fácil procesamiento.
En la actualidad, está aumentando el fuselaje con estructura soldada de placa de acero integrada.
⑴El espesor, las propiedades del material y la forma de la lámina de corte deben coordinarse con el método de corte y el equipo de corte, y no deben violarse.
⑵Antes de cortar, ajuste el espacio de la hoja de acuerdo con el grosor de la hoja y verifique si el filo está afilado.
⑶Ajuste el dispositivo de bloqueo de material según el tamaño de la placa de corte. Una vez superada la prueba, apriete los tornillos y verifíquelos y ajústelos en la producción por lotes.
⑷Antes de usar la máquina cizalla, verifique que el embrague, los frenos y los dispositivos de seguridad de la máquina estén normales.
⑸En el caso de operación de varias personas, es necesario coordinar y cumplir con los procedimientos de operación segura.
Después del corte, la máquina cortadora debe garantizar la rectitud y el paralelismo de la superficie cortada de la hoja cortada y minimizar la distorsión de la hoja para reemplazar la pieza de trabajo. La hoja superior de la cizalla se fija al portaherramientas y la hoja inferior se fija a la mesa de trabajo. Se monta una bola de soporte en el banco de trabajo para que la hoja no se raye al deslizarse sobre ella. El tope trasero se utiliza para el posicionamiento de la hoja y el motor ajusta la posición. El cilindro de prensa se utiliza para comprimir la hoja y evitar que se mueva durante el corte. La barandilla es un dispositivo de seguridad para prevenir accidentes. El viaje de regreso se basa generalmente en nitrógeno, que es rápido y tiene un impacto pequeño.
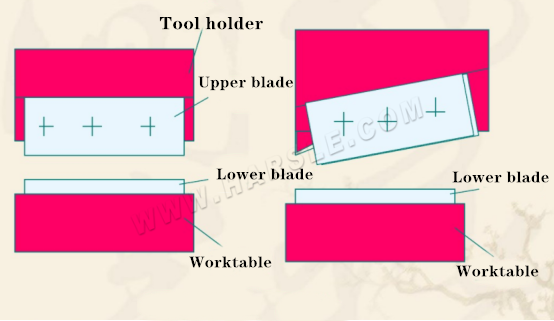
Se corta la hoja plana y la hoja está en contacto con toda la longitud de los bordes cortantes superior e inferior. La fuerza de corte es grande, el consumo de energía es grande, la vibración es grande, pero la calidad del corte es buena, recta y sin distorsión. El corte con cuchilla plana se utiliza principalmente para cizallas pequeñas y corte de placas delgadas, y existen muchas transmisiones mecánicas.
El corte del borde oblicuo es progresivo, el tamaño del corte instantáneo es menor que el ancho de la placa y los bordes de corte superior e inferior son ángulos de corte (0,5-4°). Algunas cizallas hidráulicas son ajustables, lo que está relacionado con la fuerza de corte y la carrera de corte. La calidad no es tan buena como la cizalla de hoja plana, hay distorsión, pero la fuerza de corte es pequeña y se utiliza en máquinas cizallas grandes y medianas.
La cizalla se divide en dos tipos según el modo de movimiento del portaherramientas: lineal y oscilante. La hoja lineal es rectangular, de cuatro lados, duradera y se debe ajustar el espacio libre del filo.
Guía rodante de tres puntos
El portaherramientas de la cizalla pendular gira alrededor de un punto, la rugosidad de la sección es pequeña, la precisión dimensional es alta, la hendidura es perpendicular al plano de la placa y el portaherramientas es un componente tipo caja:
Modelo de ejemplo: QC11K-6*2500
●Cizalla hidráulica QC11K:
La máquina cizalla se divide en tipo lineal y tipo oscilante según el modo de movimiento del portaherramientas. La estructura lineal es relativamente simple (como una puerta, por eso también se la llama tipo puerta). Es fácil de fabricar, la sección de la hoja es rectangular y los cuatro lados se pueden usar como hoja, por lo que es más duradera. El portaherramientas de la cizalla oscilante oscila alrededor de un punto fijo durante el corte. La ventaja es que la fricción y el desgaste entre los bordes de corte superior e inferior es pequeño, la deformación de la hoja es pequeña y la precisión de corte es alta.
| Modelo | Cizallamiento Espesor (mm) | asustando Ancho (mm) | Ataque Veces (cortes/min) | tope trasero sonó (mm) | Cizallamiento Pescador(°) | Principal Fuerza (kilovatios) | En general Dimensions (L×An×Al)(mm |
| 6×2500 | 6 | 2500 | 16~35 | 20~600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14~35 | 20~600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10~30 | 20~600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10~30 | 20~800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8~25 | 20~800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14~30 | 20~600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12~30 | 20~600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10~25 | 20~600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10~25 | 20~800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8~20 | 20~800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20~800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12~25 | 20~800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8~20 | 20~800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8~20 | 20~1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6~20 | 20~1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12~20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12~20 | 20~800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8~15 | 20~800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8~15 | 20~1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6~15 | 20~1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10~20 | 20~800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10~20 | 20~800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8~15 | 20~800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8~15 | 20~1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6~15 | 20~1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8~15 | 20~800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8~15 | 20~800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6~12 | 20~100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8~12 | 20~1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8~12 | 20~1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8~12 | 20~1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4~10 | 20~1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4~10 | 20~1000 | 30'~4° | 55 | 4900×3050×3680 |
●Tabla de acción de la válvula solenoide y requisitos técnicos.

requisito de habilidades
● La presión máxima de trabajo del sistema hidráulico es 18Pa y la presión de la válvula de alivio (4) se ajusta a 18MPa.
● El acumulador (17) se llena con una presión de nitrógeno de 3-5 MPa y la válvula de bola (14, manómetro 16) tiene una presión de aceite de 8-14 MPa (ajustada según el estado de retorno de la herramienta).
● El rango normal de temperatura del aceite de trabajo del sistema es de 10 a 60 grados.
● El sistema hidráulico utiliza aceite hidráulico antidesgaste L-HM46 como medio de trabajo.
● Requisitos de limpieza del sistema hidráulico NAS11
●Modelo de piezas hidráulicas.

●Sistema hidráulico de la máquina cortadora

●Arranque de la bomba de aceite y llenado de aceite.
Primero, cierre la válvula del cilindro de bola 11 y afloje la válvula de alivio principal 4 en sentido antihorario para arrancar el motor de la bomba de aceite, el núcleo de la válvula de solenoide manual YV11, ajuste el volante de la válvula de alivio principal 4 en el sentido de las agujas del reloj y observe la válvula principal. valor del manómetro, la presión se bloqueará después de ajustarse a la presión especificada por el sistema en 17 MPa. Luego gire el interruptor 'lleno de aceite' en el panel de operación a la posición 'encendido', las válvulas solenoides YV1, YV2, y YV4 se energizan, la máquina cizalla se llena de aceite, el portaherramientas desciende hasta el punto final inferior y la válvula de bola 14 se abre para llenar de aceite. Durante el proceso observar que el valor de presión en el acumulador El manómetro 16 sube de 8 a 14 MPa (dependiendo de la velocidad de retorno del portaherramientas), cierre la válvula de bola 14 y luego gire el interruptor 'lleno de aceite' a la posición 'apagado'. El soporte superior del interruptor del pedal inferior 'arriba' se eleva a la posición del punto muerto superior, se completa el trabajo de llenado de aceite, se abre la válvula de bola del cilindro de presión 11 y la máquina puede entrar en funcionamiento normal.
●Detener
Cuando se desactiva la válvula solenoide YV11, el aceite hidráulico sale de la bomba de aceite → válvula de desbordamiento → regresa al tanque de combustible. En este punto, el portaherramientas no funciona.
Cuando el interruptor de pie está 'abajo', la válvula solenoide YV1 se activa y el aceite hidráulico regresa al tanque a través de la válvula solenoide; la bomba de aceite se descarga a través de las válvulas 10, 12 en la cámara superior del cilindro 18, y el aceite de la cámara inferior del cilindro 18 entra en el cilindro. En la cámara superior 19, la cámara inferior del cilindro 19 entra en el acumulador 17 para formar un paso de aceite en serie; el otro aceite ingresa al cilindro de presión 7 a través de la válvula de bola 11. En este momento, el cilindro de prensa se mueve hacia abajo para presionar la pieza de trabajo. A medida que aumenta la presión, el cuerpo portaherramientas supera la fuerza de soporte de la cámara inferior del cilindro 19 y se mueve hacia abajo para el punto muerto inferior. Finaliza el corte de alimentación de YV1 y YV2. La presión de trabajo de la línea de aceite es controlada por la válvula de alivio 4, y el valor de la presión se lee en el manómetro 9. Al pisar el interruptor de pie 'arriba', el aceite de la bomba de aceite se devuelve al tanque de aceite a través de la válvula de desbordamiento 4, en este momento YV3 se energiza, el portaherramientas regresa bajo la acción del acumulador y el cilindro de presión está bajo la acción del resorte, por donde pasa el aceite. a través de la válvula 6. La válvula 10 regresa al tanque de combustible y el portaherramientas se eleva hasta el punto muerto superior para completar todo el proceso de corte.
¡Al limpiar el sistema hidráulico, para evitar la inyección de aceite! Primero se debe abrir y soltar la válvula de bola inferior del acumulador 14 para hacer caer el portaherramientas y luego inspeccionarlo. Una vez completada la revisión, siga lo anterior instrucciones para 'Arranque de la bomba de aceite y llenado de aceite'.
● Ruido de la bomba de aceite
La bomba de aceite tiene una gran resistencia a la absorción de aceite. Verifique el puerto de succión, el filtro y elimine la obstrucción.
El nivel de aceite es bajo. Llene el tanque con la línea central de la ventana de aceite.
La viscosidad del aceite es grande. Reemplace el fluido hidráulico.
La temperatura del aceite es demasiado baja. Encienda la bomba de aceite al ralentí por un tiempo para calentar o instalar el calentador.
● La velocidad de corte es demasiado lenta.
La bomba de aceite no tiene suficiente aceite. Bomba de aceite de inspección
Fuga en el sistema. Revisar bombas, válvulas, cilindros, etc., uno por uno.
El regulador de presión está averiado. Válvula de servicio.
Presión insuficiente. Ajuste la presión a 18MPa.
● Movimiento de sobrecarrera del cilindro
El viaje no funciona correctamente. Bloque de inspección e interruptor de recorrido.
● La temperatura del aceite es demasiado alta.
La bomba de aceite gotea demasiado. Reparar la bomba de aceite.
La línea de retorno de la bomba está bloqueada o no es suave. Repare la línea de retorno.
El aceite está sucio. Reemplazar o mejorar la limpieza del aceite.
● Corte insuficiente
La bomba de aceite no puede establecer presión. Reparar la bomba de aceite.
Fuga o mal funcionamiento del sistema y de la válvula. Revisar válvulas y fugas de aceite.
La válvula solenoide YVI no se puede apagar. Verifique si hay señales del circuito o si el carrete está atascado.
● El circuito de aceite no puede establecer presión y el portaherramientas superior no se mueve.
Mal contacto del enchufe eléctrico de la válvula solenoide. Verifique el enchufe.
El carrete de la válvula solenoide está atascado o tirado. Retire el rectificado del núcleo de la válvula.
No hay residuos en el sello del tapón de la válvula. Limpieza.
El orificio del acelerador en la válvula está bloqueado. Desmontar la limpieza.
● El retorno del portaherramientas es demasiado lento
La electroválvula no conmuta. Repare la válvula solenoide.
El acumulador tiene una presión de nitrógeno insuficiente. La presión del nitrógeno es de 3~5MPa.
El portaherramientas superior y el cilindro prensador no están coordinados. Compruebe si la válvula solenoide del cilindro de la prensa funciona correctamente.
● El portaherramientas desciende lentamente al avanzar
Mal sellado del cono de la válvula de inversión. Después de quitar la válvula de inversión, vierta queroseno de un lado para verificar si hay fugas; si tiene fugas, reemplace o pula la superficie de sellado.
Las cámaras superior e inferior del cilindro están engrasadas. Verifique que el sello del émbolo esté bien.
● Los dos cilindros no están sincronizados cuando el portaherramientas superior regresa
El sello interno del pistón del cilindro está mal conectado a los lados superior e inferior del aceite. Reemplace el sello del émbolo.
● Ideas de mantenimiento del sistema hidráulico.
La falla del sistema hidráulico debe basarse en el principio de control eléctrico interno fácil y difícil, primero y segundo, interno después del control hidráulico.
Revisar el esquema hidráulico y comprender la relación lógica de la acción. No empieces a ciegas.
La relación entre presión y flujo es la presión generada por el flujo para analizar la causa de la falla.
Solicitar al operador conocer el estado del equipo y las anomalías que ocurrieron cuando ocurrió la falla.

 Español
Español Pусский
Pусский























