Vistas:25 Autor:Editor del sitio Hora de publicación: 2019-07-08 Origen:Sitio
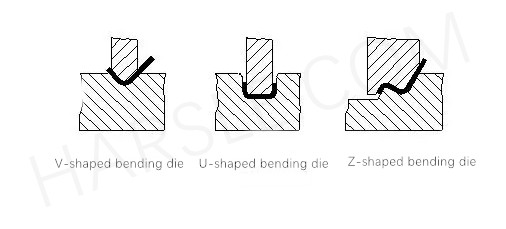
1. Común molde de curvado
Comúnmente utilizado troqueles de doblado, como se muestra a continuación. Con el fin de extender la vida del molde, las piezas están diseñadas con esquinas redondeadas tanto como sea posible.
Demasiado pequeño una altura de la pestaña, es decir, el uso de una matriz de doblado también es desventajoso para la formación de, y en general la brida L altura ≥ 3t (incluyendo el espesor de la pared).
Paso método de procesamiento.
Algunos de chapa pasos en forma de Z de bajo perfil están doblados, y los fabricantes de procesamiento a menudo utilizan moldes simples para proceso en las máquinas de punzonar o prensas hidráulicas. Los lotes se pueden procesar en la máquina de doblado por el molde diferencial, como se muestra en la siguiente figura. Sin embargo, la altura H no debe ser demasiado alta, debe ser generalmente (0 ~ 1,0) t, si la altura es (1,0 ~ 4,0) t, la forma de molde de la estructura de carga y descarga debe considerarse de acuerdo con la situación real.
La altura de la etapa de moldeo se puede ajustar mediante la adición de un espaciador. Por lo tanto, la altura H se ajusta arbitrariamente. Sin embargo, también hay una desventaja de que la longitud L no se asegura fácilmente, y la verticalidad de la cara vertical no se asegura fácilmente. Si la altura H es grande, considere la posibilidad de flexión sobre la dobladora.
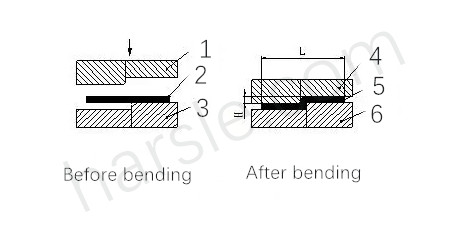
1,4 - molde superior; 2,5 - pieza de trabajo; 3,6 - matriz inferior;
La máquina de doblado se divide en dos tipos: máquina dobladora ordinario y máquina de plegado CNC. Debido a los altos requisitos de precisión y la forma irregular de la curva, la lámina de metal doblado de los equipos de comunicación es generalmente curvado por una máquina de control numérico de flexión. El principio básico es utilizar el cuchillo de flexión (molde superior) y la ranura en forma de V de la máquina curvadora. Die), doblando y formando las piezas de chapa.
ventajas:de sujeción conveniente, la colocación exacta y rápida velocidad de procesamiento;
desventajas:La presión es pequeña, y sólo es simple de formación puede ser procesada, y la eficiencia es baja.
El principio básico de la formación de
El principio básico de la formación se muestra en la figura siguiente:
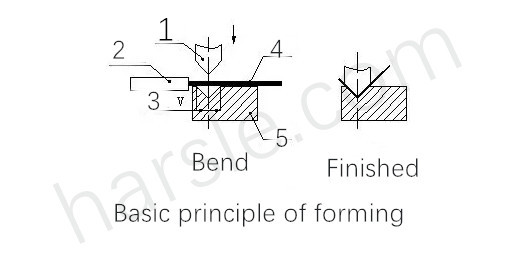
1 - molde superior; 2 - columna de posicionamiento; 3 - Longitud Anchura; 4 - matriz inferior; 5 - matriz inferior;
cuchillo de flexión (matriz superior)
La forma de las cuchillas de doblado es como se muestra en la figura siguiente. El tratamiento se basa principalmente en la forma de la pieza de trabajo. La forma de las cuchillas de doblado de los fabricantes de procesamiento general es grande, especialmente para los fabricantes con un alto grado de especialización, con el fin de procesar varios flexión complicado. , A medida cuchillos con muchas formas y especificaciones de plegado.
El molde inferior es generalmente modelada con V = 6t (t es el espesor del material).
Hay muchos factores que afectan el proceso de plegado, incluyendo el radio del arco de la matriz superior, el material, el espesor del material, la resistencia de la matriz inferior, y el tamaño de la pastilla de la matriz inferior. Con el fin de satisfacer las necesidades de los productos, el fabricante ya ha serializado la matriz de doblado en el caso de garantizar la seguridad de la máquina dobladora. Necesitamos tener un conocimiento general de la matriz de doblado existente durante el proceso de diseño estructural. Ver la parte superior de la izquierda y la parte inferior a la derecha.

El principio básico de la secuencia de proceso de plegado:
(1) de flexión desde el interior al exterior;
(2) de doblado de pequeño a grande;
(3) primero, doblar la forma especial y luego doblar la forma general;
(4) Después de que se formó el proceso anterior, que no afecta o interfiere con el proceso posterior.
La forma actual de flexión es generalmente como se muestra a continuación:
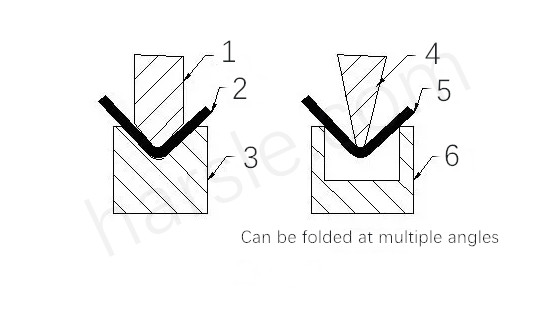
1,4--molde superior; 2,5--pieza de trabajo; 3,6--Matriz inferior;
2. Radio de flexión
Cuando se dobla la hoja de metal, se requiere un radio de curvatura en la curva, y el radio de curvatura no debería ser demasiado grande o demasiado pequeño y debe ser seleccionado apropiadamente. Si el radio de curvatura es demasiado pequeño, la flexión será rota, y el radio de curvatura es demasiado grande como para que la flexión es fácil de rebote.
Para placas ordinarias de acero bajo en carbono, placas de aluminio a prueba de herrumbre, placas de latón, placas de cobre, etc., el filete de 0,2 no es ningún problema, pero por alguna acero de alto carbono, aluminio duro, aluminio súper duro, esta curva filete Esto puede causar la curva a romperse o la redondeado a agrietarse.
3. vuelta de flexión
ángulo de rebote Δα = b-a
Donde B es el ángulo real de la pieza de trabajo después del rebote;
A-el ángulo del molde.
ángulo de rebote
Factores que afectan rebote y medidas para reducir el rebote.
(1) propiedades mecánicas del material El ángulo de rebote es proporcional al punto de fluencia del material, e inversamente proporcional al módulo elástico E. Para piezas de chapa con requisitos de alta precisión, con el fin de reducir el rebote, el material debe ser lo acero bajo en carbono como sea posible, no acero de alto carbono y acero inoxidable.
(2) Cuanto mayor sea la relación Radio de curvatura r / t, cuanto menor es el grado de deformación, y cuanto mayor sea el ángulo de rebote Δα. Este es un concepto más importante. Las esquinas redondeadas de curvas de chapa deben elegirse lo más pequeño posible, lo cual es bueno para la exactitud. En particular, se debe evitar para diseñar grandes arcos tanto como sea posible. Como se muestra en la siguiente figura, tan grandes arcos tienen gran dificultad en el control de la producción y la calidad:
Ampliar el principio de cálculo:
1. Durante el proceso de doblado, la capa externa se somete a tensión de tracción, y la capa interior está sometido a esfuerzo de compresión. Una capa de transición entre la tensión y la presión es neutral ni presión. La capa neutro es en el proceso de doblado. La longitud es la misma que antes de doblar, por lo que la capa neutra es el punto de referencia para el cálculo de la longitud de la parte curvada.
2. La posición de la capa neutra está relacionada con el grado de deformación. Cuando el radio de curvatura es grande y el ángulo de flexión es pequeña, el grado de deformación es pequeña, y la capa neutral se encuentra cerca del centro del espesor de la hoja. Cuando el radio de curvatura se hace más pequeña, que aumenta el ángulo de flexión. Cuando es grande, el grado de deformación aumenta, y la capa neutra se mueve gradualmente hacia el lado interior del centro de doblado. La distancia desde la capa neutra en el interior de la hoja está indicado por λ.
Por otra parte, con el advenimiento y la popularidad de la tecnología informática, con el fin de hacer un mejor uso del análisis de gran alcance y potencia de cálculo de los ordenadores, la gente está utilizando cada vez más el diseño asistido por ordenador, pero cuando los programas de ordenador simulan el doblado de chapa o se necesita un método de cálculo cuando se expande para simular con precisión el proceso.

 Español
Español Pусский
Pусский























